
Is Compression Molding the Ideal Process for My Component?
Posted by CDI Products
Compression molding can be done in a variety of ways, but generally speaking, it entails pouring an uncured plastic or rubber into a mold cavity and then applying pressure and heat over time.
Compression molding is a versatile manufacturing process used by small and large manufacturing companies to create a wide range of parts, from large airplane parts to small medical devices. The process employs a heated, reusable mold subjected to considerable pressure. High pressures are applied to uncured materials (rubbers or plastics) inside a closed die set to form rods, tubes, sheets, plates, near-net shapes, or complex finished parts.
The Basics of Compression Molding
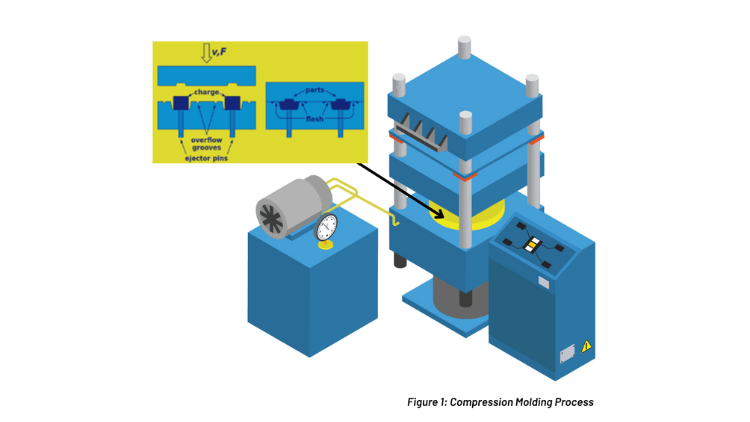
The typical compression molding process begins with a rapid mold closure, followed by squeezing and forcing the compounds to flow until the charge covers the entire mold cavity into its final shape. When performing compression molding, it is necessary to heat the material as well as the mold cavity (according to programmable logic controls and in accordance with temperature and pressure parameters). However, there are exceptions.
Did you know that thermoplastics can be molded hot or cold?
After both the mold cavity and the material have reached the correct temperature, the material is carefully secured in the mold and closed. The material is then forced under pressure into the mold to fill every nook and cranny. A typical compression molding process is performed at a mold temperature of 350°F and mold pressure of 100 psi (180°C and 700 kPa). Compression molding can employ pressures of up to 2,000 PSI, or 1,000 pounds per square inch.
To reduce production time and costs, manufacturers must evaluate flow behaviors and identify the best process parameters. The next crucial step is a cooling period. Once the material is cured to the engineer’s specifications, parts are removed from the mold. Sometimes an additional post-cure step is required. Manufacturers can forecast and optimize mold filling, residual stress, material properties, and post-processing shrinkage and warpage of the finished part in the molding process using a computer-aided engineering (CAE) simulation tool.
Advantages of Compression Molding
Compression molding can impact the properties of elastomers, fluoropolymers, and other engineered plastics, allowing them to perform in the most demanding applications. Compression molding can provide for low internal stresses and superior dimensional stability, allowing tight tolerances in the parts machined. This processing technique produces high-performance finished or semi-finished parts with minimal waste, resulting in maximum value for customers. In particular, compression molding helps produce robust, long-lasting products. When cured under heat and pressure, the elastomer or thermoplastic material becomes physically stronger. Compression molding not only makes strong, long-lasting products but also allows for the creation of intricate shapes that are challenging and costly with other molding or machining techniques. This process is ideal for producing components with complex geometries or fine details. It also lends itself to bonding rubbers and plastics to each other or other materials such as metals. A quick list of compression molding advantages include:
- Greater tensile strength
- Greater elongation
- Increased toughness
- Improved dimensional stability
- Lower friction coefficient
- Better dielectric properties
- Lower internal stress and warping
- Reduction of waste and scrap material
- Ability to use custom blended materials
- Lower tooling and equipment costs
How Can CDI Help
CDI manufactures compression-molded stock shapes and finished components from rubber, plastic, and composite polymers, primarily PTFE, melt-processible fluoropolymers and other engineered plastics. The most common elastomers used are nitrile butadiene rubber (NBR), hydronated nitrile butadiene rubber (HNBR), ethylene propylene diene monomer rubber (EPDM), fluorocarbon rubber (also known as Viton® or FKM) or Perfluoroelastomers (FFKM). CDI can also work with fabrics and fabric-composite materials such as our WSP® Extreme Gold for well service applications. We offer a wide range of tonnage for compression molding processes. For PTFE and IM plastics, we have compression molding machines ranging from 30 tons to 1500 tons. For elastomers, we have machines ranging from 25 tons to 500 tons. We offer a variety of standard compression-molded shapes and sizes for rods, tubes, sheets, plates, and near net shapes.
Rods:
- Diameters up to 22”
- Lengths up to 8’
Tubes:
- OD up to 97”
- ID as narrow as 3/8”
- Lengths up to 36”
Sheets/Plates:
- Thicknesses from 1” to 3”
- Widths from 4” to 13” and Lengths from 13” to 36”
Sheets rods:
- Diameters from .432” to 1”
Near-net shapes:
- To our customer’s specific specifications – highly customizable

Topic: elastomers, compression molding, plates, sheet rods, NBR, HNBR, rods, tubes, sheets, near net shapes, PTFE, fluoropolymers